


In additiv gefertigte Werkzeuge lassen sich gezielt vorteilhafte Eigenschaften für bestimmte Produktionsprozesse hinein konstruieren. Der Werkzeugspezialist Mapal hat seit 2014 erste Bearbeitungswerkzeuge aus additiver Fertigung im Programm.
3D-Drucken, generative oder additive Fertigung: Alles Begriffe für neue Fertigungsverfahren, die die Industrie bereichern, wenn nicht gar langfristig umkrempeln. Bisher allerdings vorwiegend bei kleineren Komponenten, da die „werkzeuglosen“ Verfahren bezüglich Aufbaugeschwindigkeit und Bauteilgröße noch gewisse Beschränkungen aufweisen.
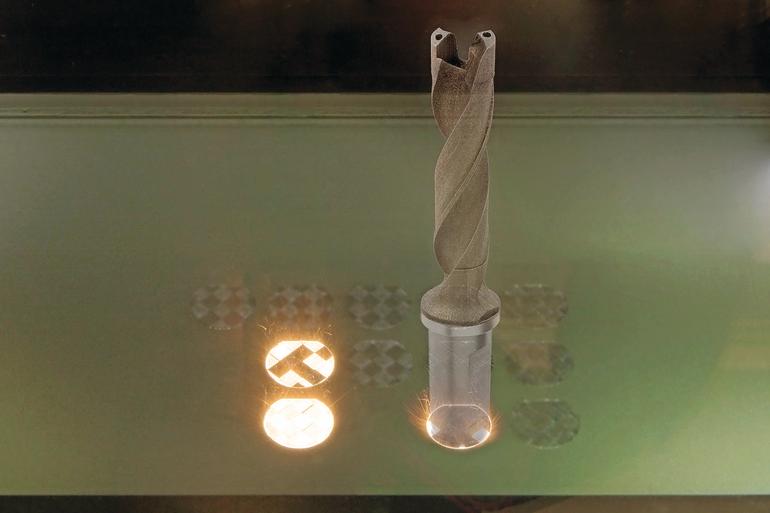
Mit diesem Eigenschaftsprofil bietet sich die additive Fertigung für kleinvolumige Werkzeuge an, wie sie die Mapal Präzisionswerkzeuge Dr. Kress KG aus Aalen seit 2013 entwickelt und seit 2014 fertigt. Das Unternehmen von der Ostalb produziert Schneidplattenbohrer, Hydrodehn-Spannfutter und Reibahlen per SLM (Selective Laser Melting). Bei diesem auch als Lasersintern bezeichneten Verfahren wird loses Metallpulver per Laserstrahl Schicht für Schicht an den Stellen aufgeschmolzen, an denen Material sein soll. Mapal verwendet hauptsächlich Warmarbeitsstahl in Pulverform mit einer Korngröße von 10 bis 45 Mikrometern.
Erstes Serienwerkzeug sind Schneidplattenbohrer mit einem Grundkörperdurchmesser von acht bis zwölf Millimetern. Bei ihnen ist ein konventionell gefertigter Schaft mit einem gewendelten Grundkörper aus lasergesintertem Material kombiniert. In dessen Spitze ist die Schneidplatte eingeschraubt. Bei konventionellen Grundkörpern dieser Größe wird das Kühlmittel aus fertigungstechnischen Gründen zentral nach vorne geführt. Einfache Grundregel: Je kleiner der Grundkörper, desto geringer muss aus Festigkeitsgründen der Durchmesser des Kühlkanals sein.
Dank der geometrischen Freiheiten der additiven Fertigung sind bei den lasergesinterten Varianten jetzt zwei gewendelt geführte Kühlkanäle integriert. Ergebnis ist ein bis zu doppelt so hoher Kühlmitteldurchfluss als bisher, der mehr Wärme von der Bearbeitungsstelle abführen kann. Die dadurch mögliche höhere Bearbeitungsgeschwindigkeit samt höherem Vorschub verkürzt den Bohrprozess. „Zudem weist der Bohrer dank seiner bionisch optimierten Geometrie eine geringere Kerbspannung als bisher auf und verfügt über eine ebenso hohe Rundlaufgenauigkeit wie vergleichbare konventionelle Bohrer“, ergänzt Jochen Schmidt, Produktmanager Spanntechnik bei Mapal. Zwar sind seine Kosten etwas höher, aber dies wird laut Schmidt durch die Zeitgewinne im Bearbeitungsprozess mehr als kompensiert.
Neueste Produkte aus additiver Fertigung sind bei Mapal HTC-(High Torque Chuck) Spannfutter. Bei herkömmlicher Bauart bringt eine im Spannfutter eingelötete Dehnbuchse zusammen mit einem bei Wärme sich stark ausdehnenden Ölvolumen die Haltekräfte für das Werkzeug auf. Die mäßige Festigkeit der Lötverbindung begrenzt allerdings die Temperaturbeständigkeit (bisher maximal 50 Grad Celsius empfohlen) sowie Drehmomentübertragung und kann im schlimmsten Fall zum Versagen des Spannfutters führen.
Einsatzbereich deutlich erweitert. Mapal entschärft diesen Zielkonflikt durch eine additive Fertigung des gesamten Spannfutters deutlich und sorgt für großen Mehrwert bei moderaten Zusatzkosten. „Das lasergesinterte Spannfutter ermöglicht ein prozesssicheres Spannen des Bohrers bei Betriebstemperaturen bis 170 Grad Celsius mit höheren Haltekräften, da keine temperatursensible Lötstelle mehr vorhanden ist“, so Jochen Schmidt. „Somit ist es für Trends wie Hochgeschwindigkeitsbearbeitung, Volumenzerspanung und Minimalmengenschmierung bis hin zur Trockenbearbeitung geeignet.“ Zudem überzeugt es durch einen verbesserten Rundlauf, kombiniert mit einer besseren Oberflächengüte und längerer Standzeit.
Eine ähnliche Bilanz zieht Mapal beim dritten lasergesinterten Produkt, den Außenreibahlen. Diese Werkzeuge sind dank einer patentierten Rippenstruktur im Innern wesentlich leichter als konventionelle Reibahlen und haben eine bessere Kühlmittelführung samt optimiertem Wuchtausgleich. Das ermöglicht höhere Schnittgeschwindigkeiten und deutliche Produktivitätssteigerungen.
Unsere Webinar-Empfehlung

Erfahren Sie, wie SAP-Lösungen Ihnen helfen, Produkte schneller einzuführen, Kosten zu senken, die Preisgestaltung zu vereinfachen und die kooperative Produktentwicklung effizienter zu gestalten.
Teilen:






{kind=link}