



Um den vielfältigen Anforderungen ihrer Kunden besser gerecht werden zu können, hat MWS als größte Aluminium-Sandgießerei Europas den Materialfluss am Standort Garching neu strukturiert. Dabei hat sich gezeigt, dass die Leitgedanken einer schlanken Produktion nicht eins zu eins auf Unternehmen übertragen werden, sondern auf den Einzelfall hin angepasst werden müssen.
Innerhalb eines runden Jahrzehnts hat sich MWS nach der Übernahme der renommierten Gießerei Bühlguss an den Standorten Kufstein und Klagenfurt in Österreich durch die fünf Gründer im Jahr 2004 zu einem internationalen Marktführer im Bereich Aluminium-Sandguss entwickelt. Im Zuge einer vertikalen Diversifikationsstrategie wurde 2005 in Ternberg ein Kompetenzzentrum für die mechanische Bearbeitung und 2007 am Standort Hlinik nad Hronom in der Slowakei ein Kokillengusswerk installiert. Vor drei Jahren lag der Umsatz bei rund 40 Mio. Euro, die Mitarbeiterzahl bei 300. Mit der Übernahme der Technologiesparte Aluminium-Sandguss von Georg Fischer Automotive an den deutschen Standorten Friedrichshafen und Garching wurde 2012 die Leistungsfähigkeit nochmals signifikant erhöht und mit dem Einstieg in die Großserienproduktion ein weiterer Absatzmarkt eröffnet. Neben dem Kernsegment Automotive sollen verstärkt Bauteile für den Maschinenbau und weitere Industriebranchen gefertigt werden.
Inzwischen bildet sich das rasante Wachstum der letzten Jahre auch in der Bilanz ab: An sechs Standorten in drei europäischen Ländern erwirtschaften jetzt über 800 Mitarbeiter einen Jahresumsatz von ca. 150 Mio. Euro. Ohne erfolgreiche Produkte am Markt wäre diese Unternehmensentwicklung nicht möglich gewesen. Jüngst honorierten auch der Bundesverband der Deutschen Gießerei-Industrie (BDG) und der Verein Deutscher Gießereifachleute e.V. (VDG) die innovative Produktpolitik des Unternehmens mit dem ersten Preis in der Kategorie: „beste gießtechnische Lösung – Erweiterung der gießtechnischen Grenzen“. Doch dass die zunehmende Komplexität und die hohe Variantenzahl auch im Aluminiumguss einem effizienten Materialfluss immer wieder Grenzen setzen, bekam auch der Automobilzulieferer MWS mit der Zeit zu spüren. Bis dato waren Stichworte wie „Schlanker Materialfluss“ oder gar „Lean Logistics“ für das inhabergeführte, aber eher handwerklich geprägte Unternehmen noch Fremdworte. Allerdings waren die Anforderungen von der Kundenseite sehr stark gewachsen. Heute beziehen nicht nur zahlreiche OEM sowie Zulieferer der Automobilindustrie, sondern auch namhafte Unternehmen anderer Branchen Produkte von MWS. Dabei möchte „jeder Kunde seine Norm und Anforderung realisiert bekommen.
Für uns bedeutet das eine extrem hohe Komplexität in der Abwicklung in unseren Prozessen“, erklärte Martin Kässbohrer, MWS-Standortleiter Garching, im Rahmen des 8. Kooperationsforums „Schlanker Materialfluss“, das Bayern innovativ in diesem Herbst im Münchner MAN Truck Forum veranstaltete. Als Komplettanbieter deckt die Gruppe an den verschiedenen Standorten von der Entwicklung über die mechanische Bearbeitung und Guss-Veredelung bis zu Montagetätigkeiten das gesamte Spektrum im Sandguss an. Einzelne Tätigkeiten werden auch von Sublieferanten übernommen, was die Komplexität zusätzlich erhöht.
Dieses vielfältige Spektrum prägt auch den Standort Garching, der allein mit 165 Mitarbeitern rund eine Million Teile pro Jahr produziert und einen Jahresumsatz von 30 Mio. Euro erzielt. Gefertigt werden Bauteile von unter 1 kg bis zu 30 kg in den Dimensionen von wenigen Zentimetern bis über einen Meter. Die Produktpalette reicht vom Kühlwasserrohr über Hinterachsträger bis zu Ölwannen im Nutzfahrzeugbereich.
Mit 300 ‚lebenden‘ Teilen ist das Werk von der sortenreinen Produktion anderer Industrieunternehmen weit entfernt. Vielmehr sind vier verschiedene Legierungen in der Produktion zu berücksichtigen. Auch Sekundär-Aluminium wird unter Beachtung der entsprechenden Qualitätsanforderungen verwendet.
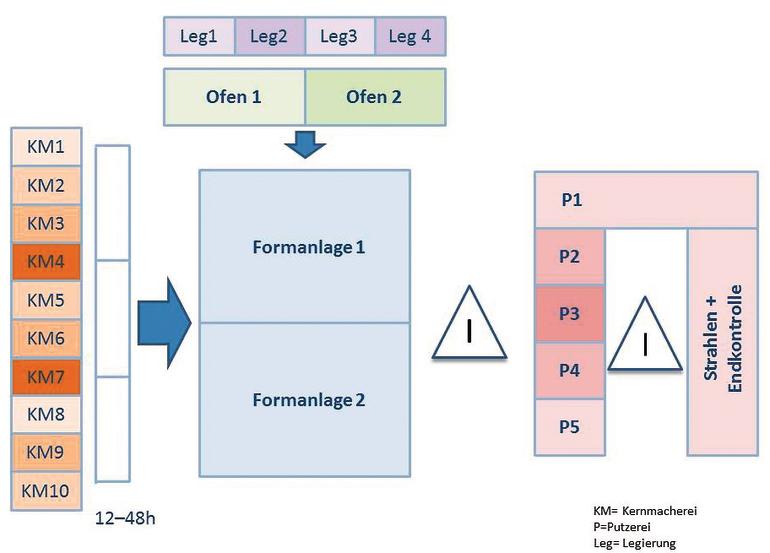
Das Produktionslayout besteht auf der einen Seite aus einer Kernmacherei mit zehn Maschinen. Um Bauteile wie dünnwandige Rohre herzustellen, ist in der Mitte ein Kern zu bauen. Diese Kerne müssen mit einem Vorlauf von zwölf bis 48 Stunden produziert werden, um aushärten zu können. Zudem sind zwei Öfen in den Produktionsprozess integriert. Anlagentechnisch wird über zwei Formanlagen gefahren. Am Schluss stehen die Putzerei und Strahlen plus Endkontrolle.
Komplexitätserhöhend wirkt die Produktion gleicher Bauteile an verschiedenen Standorten. Abrufe sind also so zu bündeln, dass sie intelligent in die Produktion eingelastet werden können. Die separate Betrachtung jedes Standortes bedeutet also einen Aufwand. Zudem hat der Standort die mechanische Bearbeitung nicht selbst im Haus. Auch hier wirkt die eigene, sehr heterogene Lieferantenstruktur mit zahlreichen Kleinunternehmen komplexitätsverstärkend. Die Durchsetzung von zuverlässig kalkulierbaren Lieferabrufen und die Vermittlung des entsprechend erforderlichen Grundvertrauens bei den Lieferanten erfordern einen großen Zeitaufwand.
Ein weiterer Aspekt ist, das MWS im Sandguss auch kurzfristig Bauteile realisieren kann, wenn ein Druck- oder Kokillengießer mit seiner längeren Hochlaufphase den OEM noch nicht lieferfähig ist. Das bedeutet, MWS ist Teil der Mehrlieferanten-Strategie der Kunden und muss entsprechend flexibel zur Stelle sein, wenn Peaks abzudecken sind.
Nicht selten scheitern kurzfristige Belieferungen aber an relativ einfachen Klippen, die sich vor dem Hintergrund der zentral gesteuerten Logistik-Strukturen der großen Konzernkunden in Form von fehlenden Ladungsträgern vor Ort auftun. Wenn die Kundenstandorte eine Anfrage nach Ladungsträgern erst an den zentralen Logistikmanager verweisen müssen, geht unnötig viel Zeit verloren oder die Lieferung scheitert an der fehlenden Kostenübernahme. Entsprechend wichtig sind für MWS kurze Produktrealisierungs- und Seriendurchlaufzeiten.
Auch im Beschaffungsmarkt lauern große Herausforderungen. Vor dem Hintergrund der Versorgungssicherheit stellt sich für das börsennotierte Aluminium die Frage nach dem kostenoptimalen Zeitpunkt für den Einkauf. Diese Balance versucht das Unternehmen zugleich mit längerfristigen Kontrakten und gleichzeitigen Aktivitäten auf dem Spot-Markt zu bewältigen. Da Kunden nur einen Teil der enormen Preisschwankungen auffangen, kann die Ergebnissituation sehr stark über den Einkauf beeinflusst werden. „Die schlimmste Erkenntnis“ sei jedoch gewesen, dass „früher jeder Bereich für sich alleine gearbeitet hat“, so Kässbohrer. Daher sei der erste Schritt gewesen, zu überprüfen, „was wirklich wichtig ist“. Viel zu viel Aufmerksamkeit sei auf die laufende Formanlage gerichtet worden, anstatt darauf zu achten, dass die Bauteile termingerecht beim Kunden eintreffen. „Der Kunde bezahlt nicht dafür, dass unsere Anlagen laufen, sondern dafür, dass die Teile rechtzeitig da sind“, betont der Werkleiter.
Eine Absenkung der Bestände stand daher im Zentrum der anstehenden Umstrukturierung. Das galt nicht nur für die Produktionshalle, sondern auch für das Werksgelände. „Bestände raus und Probleme überhaupt sichtbar machen“, lautete die Devise. Zutage kamen die „klassischen Probleme“ wie instabile Prozesse, suboptimale Transportwege, Ausschuss und Führungsmängel. Diese Mängel wurden bis dato aufgrund der abpuffernden Überbestände nie beseitigt.
Zu den grundlegenden Maßnahmen zählte zunächst ein Führungskräfte-Training. Dabei stand die Förderung des Problembewusstseins im Vordergrund. „Es hat einige Zeit gedauert, bis die Bereitschaft da war, erste Schritte zu gehen“, erinnert sich Kässbohrer.
Der wichtigste Erfolgsfaktor war jedoch das interne Kunden-/Lieferanten-Verhältnis. Dabei ging es darum, zu vermitteln, dass jeder Teil der Prozesskette schlussendlich einen Kunden hat. Dies gilt auch für die indirekten Bereiche bis zum Controlling.
Zuvor seien umfangreiche Auswertungen und Datensammlungen erfolgt, deren Sinn häufig zweifelhaft war. „Lieber wenige Kennzahlen, einfach halten und nicht verkünsteln, um die letzten ein oder zwei Prozent zu suchen“, lautet das Credo Kässbohrers. Zunächst sei der große Zusammenhang wichtig, dafür reiche die 80/20-Regel.
Wichtig waren auch klare Anlieferplätze, auch wenn dies in einer Gießerei nicht so akkurat zu bewerkstelligen sei, wie in anderen Industriebetrieben. „Es geht nicht um Schönheit. Es geht um Einfachheit und Verständlichkeit“, erklärt Kässbohrer. Für den Mitarbeiter seien auch Automatisierungen mit Rollenbändern und Arbeitsplatzanordnungen so zu vermitteln, dass der Materialfluss fast selbsterklärend visualisiert wird.
Umlaufbestände werden inzwischen über Fertigungsaufträge gesteuert: Neue Aufträge werden nur dann gestartet, wenn alte Fertigungsaufträge abgeschlossen sind. Ziel ist dabei immer, den unkontrollierten Aufbau von Beständen zu vermeiden. „Mit diesem Instrument der Logistik erhöht sich der Druck, bei fehlenden Fertigungsaufträgen operative Veränderungen beim Kunden oder Lieferanten anzustoßen oder Personal zu verschieben“, erläutert Kässbohrer.
Ein weiterer Ansatz in der Produktion war die Umsetzung des Prinzips „every piece, every intervall“: Teilefamilien mit gleichem Ablauf, also etwa Motorträger, Rohre oder Ölwannen, werden an bestimmten Wochentagen produziert. Damit kann sich die gesamte Fabrik auf einen bestimmten Produktionsrhythmus einstellen. Auf diese Weise können auch die einzelnen Puffer vor den Folgeprozessen gestaltet werden.
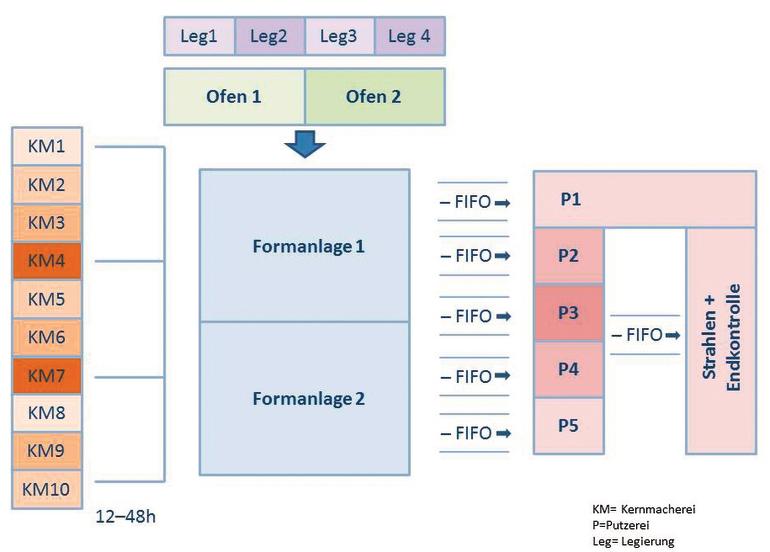
Die Grundausrichtung einer Fabrik erfordert die Einhaltung von gewissen Spielregeln. Ausnahmen oder Sonderfälle können zwar auftreten, dürfen aber nicht das gesamte System aus dem Takt bringen. Dabei ist die Festlegung von Entkopplungspunkten oder „Supermärkten“ in der logistischen Steuerung eine wichtige Grundlage. Für die Produktion im MWS-Werk wurden klare Bahnhöfe definiert und FIFO-Strecken realisiert. Damit ist der erste Schritt in Richtung Steuerung über die Formanlage geschafft. Ziel ist, im Werk Garching festzulegen, dass die Formanlage ihre beiden ‚Lieferanten‘ Kernmacherei und Schmelzbetrieb sowie der Versand die Formanlage steuert. Künftig müssen daher die Materialflüsse noch stärker entzerrt und abgetaktet gestaltet werden.
Die Zwischenbilanz nach zwei Jahren sieht überwiegend positiv aus: Im Bereich der Qualität bzw. der Fehlerkosten konnte eine Verbesserung von über sieben Prozent auf unter fünf Prozent erreicht werden. Auch in den Wirkungsgraden der Anlagen ist inzwischen in jedem Bereich eine positive Tendenz erkennbar. So zeigt die Auswertung in der Kernmacherei statt 75 Prozent (2013) jetzt 80 Prozent.
Eine für einen logistischen Kernbereich „dramatisch positive Entwicklung“, so Kässbohrer, verzeichnet MWS Garching im Bereich der Sonderfahrten. Diese gingen innerhalb von zwei Jahren von 200 auf 50 zurück. „Wir wollen hier nicht auf null, aber signifikant unter 50 kommen“, definiert der Werkleiter den Zielkorridor für die Zukunft. Auch beim Thema Reichweite zeigt sich eine positive Tendenz, eine weitere Verbesserung soll aber in den kommenden eineinhalb Jahren im Fokus stehen. Für Kässbohrer bleibt vorrangig, notwendige Maßnahmen auf den jeweiligen Reifegrad eines Unternehmens hin anzupassen. Dabei dürften neue Ansätze „nicht nur aus dem einen Kopf heraus“ vermittelt werden. Denn „wenn die eine Person weg ist, fällt das Ganze wie ein Kartenhaus zusammen“.
Unsere Webinar-Empfehlung

In unserer Websession „Nachhaltigkeit im Einkauf“ geben Unternehmen best practices und stellen ihre Strategien und Lösungen rund um das Thema Nachhaltigkeit im Einkauf vor.
Teilen:







{kind=link}