


Die Karl Binder GmbH aus Karlskron-Brautlach hat für die Herstellung eines Tiefziehwerkzeuges den Stahlwerkstoff Toolox 44 eingesetzt. Da das Unternehmen über keine Erfahrungen mit der Bearbeitung dieses neuen Werkstoffs verfügte, setzte es auf die Beratung der Hoffmann Group. Durch den Einsatz des neuen Stahls verbuchte das oberbayerische Unternehmen Zeit und Kosteneinsparungen von bis zu zehn Prozent.
Toolox 44 ist ein durchgehärteter Stahl mit 45 HRC. Werkstücke aus diesem Material überzeugen durch hohe Verschleißfestigkeit und lange Lebensdauer. Sie müssen nach der Bearbeitung nicht nachträglich gehärtet werden, was Zeit und Kosten spart.
Aus diesen Gründen entschied sich die Karl Binder GmbH aus Karlskron-Brautlach bei Ingolstadt, Toolox 44 für die Herstellung eines Blechbauteils für einen Automobilhersteller zu verwenden. „Um den Zeitplan einzuhalten und auch die ständig steigenden Anforderungen unserer Kunden an die Bearbeitungsqualität zu erfüllen, haben wir uns für Toolox 44 entschieden“, so Dieter Stallbauer, Leiter Vertrieb bei der Karl Binder GmbH. Denn bei Toolox 44 entfallen die normale Wärmebehandlung und das Hart-Nachfräsen. Nach dem Try-Out, dem Pressen der ersten Teile, wird nur noch ein Plasmanitrieren durchgeführt.
Der Einsatz anderer Werkstoffe hätte eine Reihe von Nachteilen gebracht. Beispielsweise würde dem Werkstück durch sein Volumen bei Verwendung eines Baustahls innerlich die nötige Grundfestigkeit fehlen. Trotz der Randhärte würde die Tiefziehform nach einer gewissen Zeit schrumpfen. EC 80 hätte vergütet und hartnachgefräst werden müssen: „Eine nachträgliche Wärmebehandlung birgt das Risiko, dass sich das vorgefräste Werkstück verzieht, wächst oder Risse bekommt“, erläutern die Fachverantwortlichen die Nachteile.
Neuland bei der Bearbeitung
Zusätzliche Vorteile von Toolox sind größere Flexibilität und weniger Fehlerquellen: „Wir sind nicht mehr auf externe Dienstleister angewiesen. Zudem fällt mit dem Härten eine Fehlerquelle bei der Bearbeitung weg“, lautet das Resumee.
Für die Karl Binder GmbH bedeutete der Einsatz von Toolox 44, bei der Zerspanung neues Terrain zu beschreiten. „Uns war bewusst, dass die Bearbeitung von Toolox 44 schwieriger sein würde als bei ungehärtetem Material und auch Risiken in sich birgt. Aus diesem Grund haben wir bereits in der Vorbereitungsphase Robert Riesinger, Anwendungstechniker der Hoffmann Group und Experte für Zerspanung, mit ins Boot geholt“, so die Verantwortlichen bei Karl Binder.
„Auch für uns war die Bearbeitung von Toolox 44 Neuland. Wir haben parallel bei einem zweiten Anwender Werkzeuge und Bearbeitungsstrategien getestet“, erläutert Robert Riesinger von der Hoffmann Group. Wichtig für die Bearbeitung von Toolox 44 war vor allem, scharfe Werkzeuge zu finden und Vibrationen zu vermeiden. Gemeinsam mit der Karl Binder GmbH hat Riesinger Werkzeuge ausgewählt und getestet, eine geeignete Frässtrategie erarbeitet und die optimale Leistung der Maschine ermittelt.
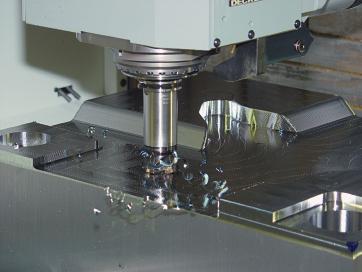
Das Werkstück wurde auf einer DMU 125 P von Deckel Maho zerspant. Auf dem Weg vom 862 Kilogramm schweren Rohteil zur fertigen Tiefenziehform mit einem Gewicht von rund 560 Kilogramm kamen verschiedene Werkzeuge zum Einsatz. Beim Schruppen wurden Seco-Kopierfräser R217.21 in zwei Ausführungen eingesetzt: mit Bohrung, Durchmesser 50 mit vier Schneiden sowie mit Gewinde, Durchmesser 32, mit drei Schneiden. Zur Aufnahme der Fräser wurden Kombi-Fräser-Aufsteckdorne SK 40 der Hoffmann-Eigenmarke HOLEX, Größe 22, in kurzer und überlanger Ausführung verwendet. Beim Fräsen ins Volle arbeitete der vierschneidige Seco-Fräser mit einer Schnittgeschwindigkeit von 125 Meter/Minute, einem Zahnvorschub von 1 Millimeter/Zahn und einer Zustelltiefe von 0,65 Millimetern. „Von Werkzeugseite wäre auch ein Zahnvorschub von 2 Millimetern möglich gewesen. Dafür reichte aber die Leistung der Maschine nicht aus“, erläutert Riesinger. Zudem erzielten die Werkzeuge beachtliche Standzeiten von rund acht Stunden.
Sehr gute Schnittwerte bei hohen Standzeiten
Beim Schlichten gab es zunächst Anlaufschwierigkeiten. Anfangs waren die Standzeiten der getesteten Werkzeuge nicht zufrieden stellend – das Hauptproblem waren Vibrationen. Es wurde eine Reihe von Werkzeugen verschiedener Hersteller getestet. Letztendlich erwies sich der speziell zur Hartbearbeitung entwickelte VHM-Radiusfräser „Diabolo“ von Garant als optimale Lösung. Auch bei seiner großen Gesamtlänge von 150 Millimeter arbeitete der HPC-Fräser problemlos. Ohne erkennbaren Werkzeugverschleiß konnte das Werkstück damit sechs Stunden geschlichtet werden – und das bei einer Schnittgeschwindigkeit von 135 Meter/Minute, einer Zustelltiefe von 0,4 Milllimetern und einem Zahnvorschub von 0,15 Millimeter/Zahn. „Wir waren begeistert von der Leistung der Werkzeuge. Durch die neuentwickelte TiAIN-Beschichtung und die spezielle Geometrie eignet sich dieser Fräser sehr gut zur Hartmetallbearbeitung“, bilanziert Riesinger.
Erhebliche Zeit- und Kosteneinsparungen
Am Ende des Projektes zeigte sich, dass Toolox 44 die richtige Wahl war: „Wir konnten insgesamt rund eineinhalb Wochen, also rund zehn Prozent der Bearbeitungszeit, sparen“, so das Fazit der Karl Binder GmbH. Das bedeutete gleichzeitig um fünf bis zehn Prozent geringere Gesamtkosten.
Toolox 44 wird im Hause Binder für große Ziehwerkzeuge, Formen und Matrizenstempel wieder eingesetzt werden. Das oberbayerische Unternehmen stuft aufgrund der erheblichen Zeiteinsparung bei der Bearbeitung die Marktperspektive des Werkstoffs als sehr gut ein. Die Hoffmann Group wird die Erfahrungen in der Bearbeitung weitergeben. Ein Stahl-Händler ist bereits auf das Werkzeugvertriebsunternehmen zugekommen, um dessen Erfahrungen mit Toolox zu nutzen. sas
Unsere Webinar-Empfehlung
Anhand einer praktischen Demonstration illustriert Felix True den Rechnungsworkflow von easy invoice: vom Eingang der Rechnung über deren Erfassung und weiteren Bearbeitung bis zur Buchung.
Teilen:







{kind=link}