
Nachdem 1985 der erste vorgefertigte Kloßteig entwickelt und die erste Produktionsanlage in Betrieb genommen wurde, erfuhr das Familienunternehmen Hans Henglein & Sohn ein stetiges Wachstum: Das Produktionsprogramm wurde demnach beinahe jährlich erweitert. Das heutige Firmengelände am Ortsrand von Wassermungenau wurde gemeinsam mit zwei weiteren Standorten in Sachsen-Anhalt und Nordrhein-Westfalen eröffnet und neue Produktionslinien zur Verarbeitung von diversen Kartoffelprodukten und gekühlten Backteigen, trieben das Unternehmenswachstum kontinuierlich voran. Heute blickt das familiengeführte Unternehmen auf 1200 Mitarbeiter, einen Umsatz von 210 Millionen Euro und einen Exportanteil von 40 Prozent in 27 Länder.
Eine Größenordnung, die einen zuverlässigen Materialfluss, insbesondere am Hauptstandort, schon beinahe voraussetzt. Schließlich werden hier mehrere Tausend Tonnen an Kartoffelprodukten, Teigwaren und Blätterteig auf einer Produktionsfläche von fast 180.000 Quadratmetern jährlich produziert.
Aus diesem Grund wandte sich das Unternehmen im Jahr 2021 an den sauerländischen Fördertechnikhersteller Haro Anlagen- und Fördertechnik GmbH. Die Anforderungen an die neue Förderstrecke konnte Henglein bereits konkret definieren: So galt es die alte und in die Jahre gekommene Förderanlage durch eine automatisierte Linie, die als Schnittstelle zwischen Produktions- und Kühlhalle fungieren sollte, zu ersetzen.
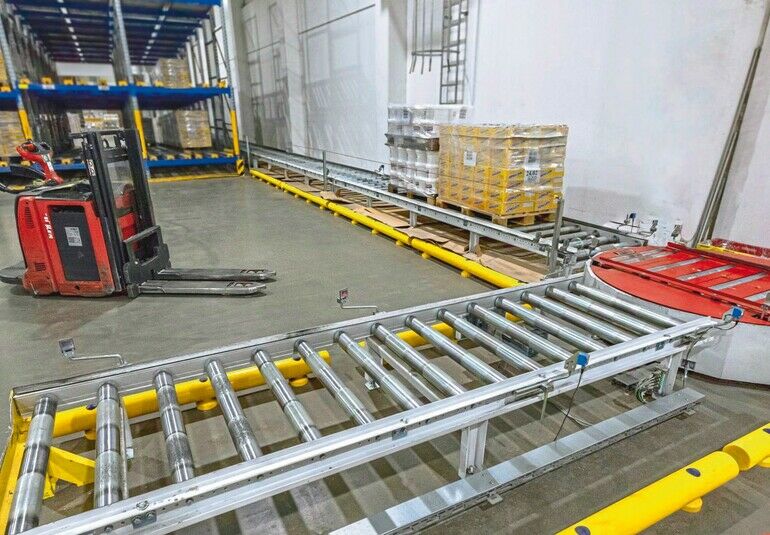
Die Haro-Gruppe konnte schließlich mit einem Konzept überzeugen, das den Spezifikationen von Henglein gerecht wurde: In der Produktionshalle erfolgt die Aufgabe der mit den Kartoffel- und Teigprodukten beladenen Paletten zunächst manuell und bodennah mithilfe einer Hubameise auf die Palettenhubstation. Diese übergibt die Fördergüter anschließend für den Transport auf die angrenzenden angetriebenen Rollenbahnen.
Vertikalförderer, Sicherheit & Co. – Konzept im Detail
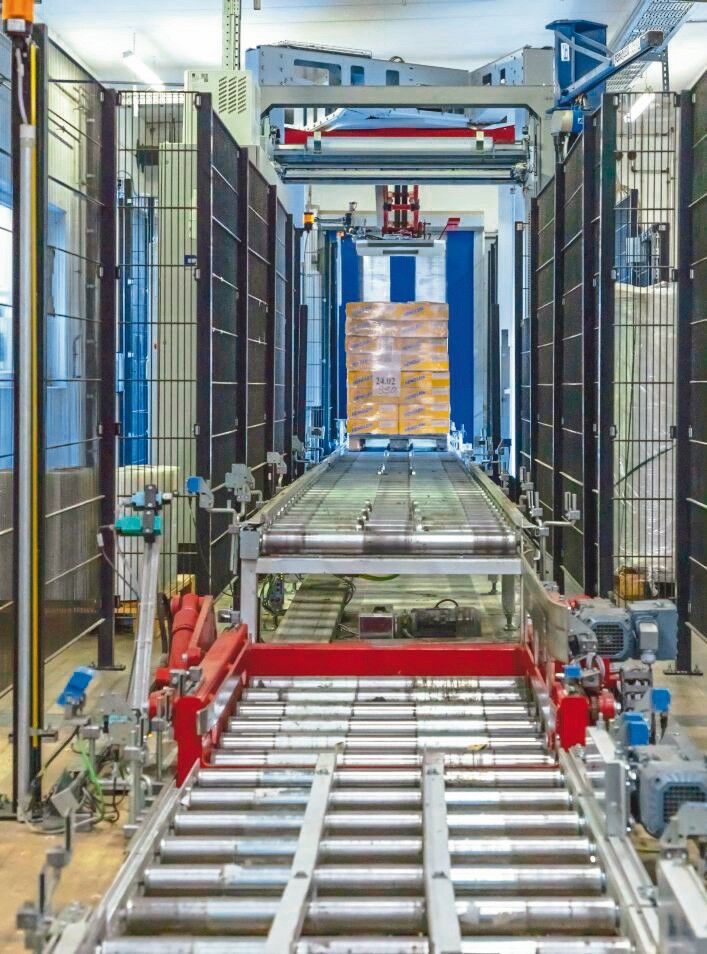
Haro-Konstruktionsleiter Markus Löseke erklärt die Besonderheiten: „Da die Ware auf den Paletten nach der Übergabe zunächst noch ungesichert ist, erfolgt die Beförderung frequenzgeregelt.“ Diese Technik soll ein sanftes und ruckfreies Befördern der Ware über die rund 20 Meter lange Förderstrecke bis zum Wickler, der die Ware foliert und sichert, ermöglichen. Die umwickelten Paletten werden dann ohne Frequenzregelung über die angetriebenen Rollenbahnen weiter zum Etikettiersystem transportiert. Nachdem die Etiketten angebracht wurden, erfolgt der Weitertransport in die angrenzende Kühlhalle.
„Zwischen der Produktions- und der Kühlhalle gilt es eine Höhendifferenz zu überwinden, sodass wir unserem Kunden zu einem Vertikalförderer geraten haben“, erklärt Löseke. Dieser Vertikalförderer ist vom Fördertechnikspezialisten für eine schnelle Verteilung von Paletten auf unterschiedlichen Ebenen konzipiert und soll Höhendifferenzen zwischen verschiedenen Etagen zuverlässig überwinden. Bevor die Paletten automatisiert in den Vertikalförderer übergeben werden, ermöglicht eine Drehbühne den Richtungswechsel der Fördergüter. Im Vertikalförderer angekommen, werden die Fördergüter in die darunter liegende Ebene der Kühlhalle transportiert.
Mehr Flexibilität dank
Baukastensystem
„Wenn es darum geht, Fördergüter zwischen zwei Hallen zu transportieren, besitzen die Sicherheitsvorkehrungen oberste Priorität“, betont Konstruktionsleiter Löseke. Aus diesem Grund sind ein Brandschutztor und zwei Schnelllauftore installiert. Auch der Schutz der an der Anlage tätigen Mitarbeiterinnen und Mitarbeitern wurde bei der Konzeption bedacht: So sind sämtliche Förderkomponenten, wie beispielsweise die Drehbühne, voll verkleidet und verhindern das Eintreten von Personen.
Nachdem der Vertikalförderer die folierten und etikettierten Paletten auf die untere Etage transportiert hat, werden diese über die Rollenbahnen bis zur Abnahmestation weitertransportiert. Gleichzeitig können die Rollenbahnen auch als Pufferstrecke dienen: Sollte sich die Abnahme verzögern, können die Paletten auf den Rollenbahnen in der unteren Etage der Kühlhalle gepuffert werden.
80 Paletten pro Stunde werden auf diese Weise im Dreischichtbetrieb an sechs Tagen die Woche transportiert. Während die beschriebene Anlage bereits seit über einem Jahr störungsfrei im Einsatz ist, plant Henglein bereits eine Erweiterung der Förderlinie: Um den wachsenden Kapazitäten weiterhin gerecht zu werden, ist der Bau einer weiteren Halle in Planung, die es dann an die bereits bestehende Förderlinie anzuknüpfen gilt.
Damit bedient sich Henglein dem modularen Konzept der Haro-Gruppe: Dank des modularen Baukastensystems der einzelnen Förderelemente können die Anlagen des Fördertechnikherstellers laut Unternehmensangaben ohne längere Produktionsausfälle flexibel angepasst und erweitert werden. (ys)







{kind=link}