
In nahezu jedem produzierenden Betrieb werden Fertigungsteile beschafft, häufig seit vielen Jahren bei einem festen Lieferantenpool – meist in einem Umkreis von ca. 100 km um das Unternehmen. Viele Lieferanten sind dabei zusammen mit ihrem Kunden gewachsen und dadurch dann allerdings auch stark von einzelnen Kunden abhängig. Jedoch haben sie häufig beim Wachstum ihre eigene Fertigungsstrategie nicht geändert, so dass die technische Ausstattung nicht immer optimal an die Produkte angepasst ist. Daraus ergibt sich im Einkauf ein erhebliches Potenzial. In vielen Fällen geht der Einkauf dann in Low-Cost-Countries in Osteuropa oder auch nach China. Dabei hängt das Potenzial nicht damit zusammen, dass im Heimatstandort eingekauft wird, sondern damit, dass die Lieferanten nicht zu den Anforderungen passen. Häufig gilt vor allem für den mittelständischen Maschinen- und Anlagenbau, dass das Volumen und die Losgrößen für das osteuropäische und asiatische Ausland nicht interessant sind und damit auch keine guten Preise erzielt werden können. In verschiedenen Projekten konnte durch eine Änderung der Einkaufsstrategie für Fertigungsteile ein Potenzial von bis zu 60 % umgesetzt werden– und das bei gleicher oder besserer Qualität der Bauteile und erhöhter Liefertreue.
Struktur von Fertigungsbetrieben
Um das Einkaufspotenzial umsetzen zu können, ist es zunächst erforderlich, die unterschiedlichen Strukturen von Fertigungsbetrieben zu kennen, da sich diese maßgeblich auf die Preise auswirken. In der Regel haben sich die Lieferanten auf ein bestimmtes Fertigungsspektrum ausgerichtet. Sowohl der Maschinenpark als auch die Organisation sind zum Beispiel abhängig von den Teilegrößen, Werkstoffen und Losgrößen. Ein Lieferant, der sich auf Großbauteile spezialisiert hat und über die entsprechenden Maschinen verfügt, wird nur selten auch Maschinen für kleine Bauteile besitzen und umgekehrt. Für die Bearbeitung großer Bauteile ist ein wesentlich anderes Wissen, sowohl was die Zerspanprozesse als auch die Spanntechnik und die interne Logistik angeht, erforderlich. Ein Lieferant, der große Lose von mehreren hundert Bauteilen herstellt, wird für seine Maschinen auch Automatisierungsmöglichkeiten geschaffen haben – diese können bei kleinen Losgrößen nicht effizient genutzt werden, sind in den Preisen allerdings trotzdem enthalten. Eine Übersicht über die wesentlichen Unterschiede von Lieferanten, die sich auf verschiedene Losgrößen ausgerichtet haben, zeigt die Tabelle.
Zusätzlich gilt es darauf zu achten, wie groß der indirekte Bereich bei den Lieferanten ist. Neuere Technologien wie die 5-Achs-Simultanbearbeitung erfordern ein NC-Programmiersystem und auch einen gesonderten Programmierarbeitsplatz. Einige Branchen stellen besondere Anforderungen an Zertifizierungen, wie zum Beispiel ISO 9001. Auch die Qualitätssicherungsmaßnahmen, wie Koordinatenmesstechnik, verursachen bei den Lieferanten Kosten. Teilweise haben die Lieferanten auch eigene Konstrukteure beschäftigt. Alle diese indirekten Kosten werden auf alle Kunden umgelegt – unabhängig davon, ob sie dies wirklich benötigen.
Neben den genannten Kriterien ist es wichtig zu wissen, wie stark der Lieferant von einem Kunden abhängig ist. Im Idealfall sollte der Umsatzanteil eines Kunden 10 bis 20 % betragen, ein Anteil von 30 % ist in Ausnahmefällen auch noch akzeptabel. Mit diesem Umsatzanteil hat der Kunde eine hohe Relevanz für den Lieferanten. Auf der anderen Seite ist der Lieferant nicht direkt insolvent, wenn der eine Kunde abspringt. Dadurch begibt sich keine der Seiten in zu starke Abhängigkeiten.
Häufig ist zu sehen, dass Fertigungsteile im Ausland beschafft werden, so zum Beispiel aus Polen, Rumänien oder Italien. Die oben genannten Punkte gelten allerdings auch für diese Lieferanten. Zusätzlich müssen die Transportkosten und die Transportzeiten bedacht werden. Daher lohnt sich der Blick nach Europa vor allem für Serienhersteller mit größeren Losgrößen. Bei Maschinen- und Anlagenbauern konnte man häufig erfahren, dass gut organisierte Lieferanten in Deutschland wesentlich preisgünstiger waren, als die europäische Konkurrenz.
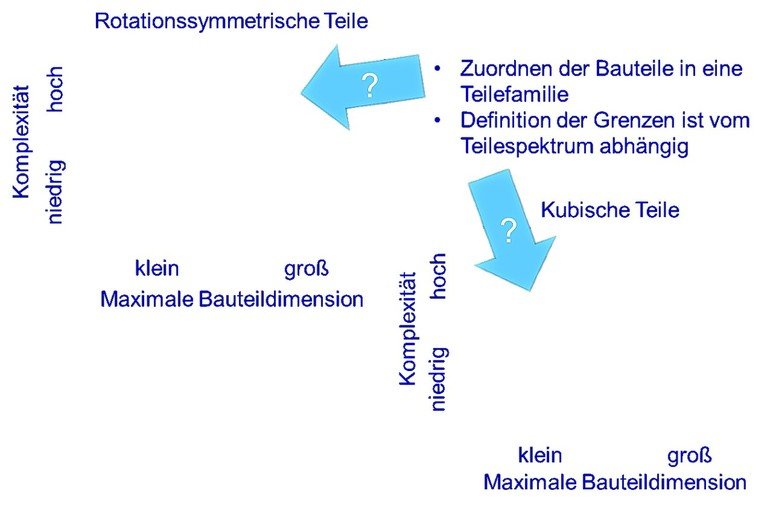
Günstige Preise können nur die Lieferanten machen, die, bezogen auf das Bauteil und die logistischen Anforderungen, die passende Ausstattung haben. Allerdings bieten die meisten Lieferanten auch Bauteile an, für die Sie nicht passend ausgestattet sind. Zum Beispiel werden dann kleine Bauteile auf großen Maschinen – mit entsprechend höheren Stundensätzen – hergestellt. Wie können aber die passenden Lieferanten bei einer Ausschreibung berücksichtigt werden?
Dazu ist es zunächst erforderlich, dass die Bauteile in Teilefamilien mit ähnlicher Geometrie und ähnlichen technologischen Anforderungen zusammengefasst werden.
In vielen Unternehmen wird bereits mit Warengruppen gearbeitet, um die Bauteile für das ERP-System zu klassifizieren. Diese Untergliederung ist allerdings in der Regel nicht für die Auswahl von geeigneten Lieferanten geeignet, da die Einteilung zu grob ist und sich nicht an den technologischen Erfordernissen orientiert. Meist werden Dreh- und Frästeile voneinander unterschieden, unabhängig von der Teilegröße. Die Warengruppensystematik lässt sich jedoch individuell anpassen, sodass zum Beispiel neue Bauteile direkt richtig eingruppiert werden können. Für die Bestandsteile ist es häufig nicht möglich, die Zuordnung zu automatisieren, da weder im ERP-System noch im PLM/PDM-System die dazu erforderlichen Daten, wie Bauteildimension oder Komplexität, zur Verfügung stehen. Hier ist es dann erforderlich, die Zeichnungen der Bauteile zu sichten und so die Zuordnung vorzunehmen.
Wie können die passenden Lieferanten
berücksichtigt werden?
Ein weiteres Kriterium für die Bildung der Teilefamilien sind die Losgrößen und der Jahresbedarf, denn die können deutlich variieren, vor allem, wenn auf Basis eines Baukastens konstruiert wird. In den Fällen werden häufig Gleichteile über verschiedene Baureihen eingesetzt oder die gleichen Teile mehrfach in einer Maschine verwendet. Eine auch hinsichtlich der Lieferanten sinnvolle Untergliederung ist in kleine Losgrößen bis zu 5, von 5 bis 50 sowie größer 50.
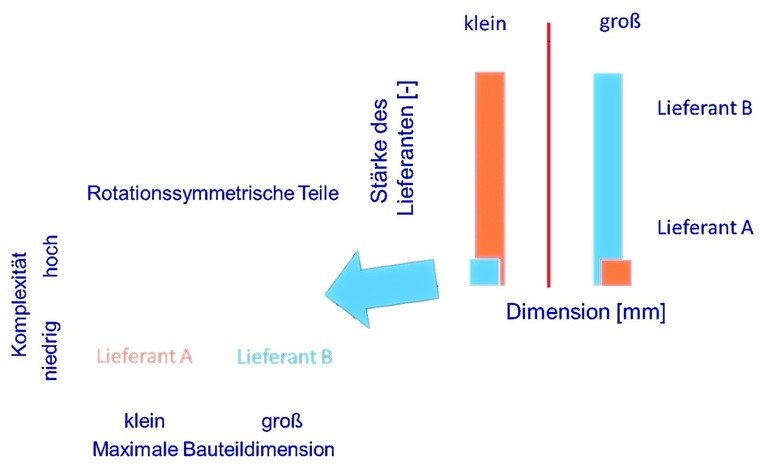
Wenn die Teilefamilien gebildet sind, sollte bei den bestehenden Lieferanten der Maschinenpark und deren Einschätzung zu bevorzugten Losgrößen abgefragt werden. In diesem Zuge kann auch über einen Lieferantenfragebogen die Aktualisierung der Stammdaten im ERP-System erfolgen. Aus den Angaben wird ersichtlich, auf welche Teilekomplexität und -größe der Maschinenpark ausgelegt ist. Prinzipiell lassen sich komplexe Bauteile auch auf einfachen Maschinen fertigen (und umgekehrt), aber die Bearbeitungszeiten sind dann signifikant länger und damit die Preise auch höher. Wenn die Daten vorliegen, gilt es, den Lieferanten den Teilefamilien zuzuordnen. Um den Wettbewerb zu erhöhen, sollten in diesem Zuge auch neue Lieferanten abgefragt und entsprechend zugeordnet werden.
In der ersten Ausschreibungsrunde werden zunächst nur einige ausgewählte Bauteile je Teilefamilie angefragt. Dadurch bleibt der Aufwand übersichtlich und ungeeignete Lieferanten mit hohen Preisen brauchen anschließend nicht weiter berücksichtigt werden. Wichtig ist, dass den Lieferanten bereits in der ersten Runde das avisierte Jahresvolumen in Euro für die Teilefamilien mitgeteilt wird. So wird ihm direkt verdeutlicht, dass es nicht nur um die ersten ausgewählten Teile, sondern um viel mehr geht. Auf Basis der Ergebnisse der ersten Runde kann die Anzahl an Lieferanten je Teilefamilie eingeschränkt werden. Nach dieser Vorauswahl wird im zweiten Schritt das gesamte Teilespektrum je Teilefamilie angefragt.
Nach der Ausschreibung liegen die Preise in Form des ersten Angebots vor. Wie kann man nun abschätzen, ob die Preise realistisch sind und wie viel Verhandlungsspielraum der Lieferant hat? Dazu empfiehlt es sich, Best-Case-Kalkulationen für die Bauteile zu erstellen. Eine Best-Case-Kalkulation ist eine Kalkulation des Preises unter idealen Bedingungen. Dies bedeutet, dass eine ideal passende Maschine zum Einsatz kommt und während der gesamten Bearbeitungszeit die volle Produktivität der Werkzeuge genutzt werden kann. Weiterhin wird der Gemeinkostenanteil und ein Risiko- und Gewinnzuschlag von einem schlanken Lohnfertiger berücksichtigt – für das Bauteil nicht benötigte Nebenkosten bleiben unberücksichtigt. Für die Maschine wird ein Maschinenstundensatz nach VDI-Richtlinie 3258 berechnet. Richtwerte für die erforderlichen Daten, wie Energiepreise oder Lohn, finden sich in frei verfügbaren Statistiken.
Best-Case-Kalkulationen
für die Preisfindung
Um auf den Bauteilpreis zu kommen, ist jetzt noch die Maschinenbelegungszeit erforderlich. Für deren Berechnung ist ein grundlegendes Wissen über die Zerspanung erforderlich. Ausgehend vom Rohteil wird für jedes Geometrieelement des Bauteils eine Bearbeitungszeit bestimmt. Inzwischen gibt es sehr gute Online-Tools von den Werkzeugherstellern, mit denen die Bearbeitungszeiten für bestimmte Prozesse berechnet werden können. Wenn die Bearbeitungszeit bekannt ist, wird diese zuzüglich der Rüstzeit mit dem Stundensatz multipliziert und die Materialkosten addiert. Der so ermittelte Preis ist der Best-Case-Preis.
Man sollte jetzt jedoch nicht erwarten, dass ein Lieferant auch genau diesen Preis erzielt. Wenn er allerdings um mehr als 25 % darüber liegt, dann ist der angebotene Preis sicherlich zu hoch. Das kann dann wiederum mehrere Ursachen haben: Entweder sind das Risiko und die Gewinnspanne beim Lieferanten zu hoch angesetzt, die Gemeinkostenstruktur ist für das Bauteil nicht passend, der Lieferant hat einfach nicht die passenden Maschinen für das Bauteil oder er hat falsch kalkuliert bzw. den Preis nur geschätzt.
Mit der Kalkulation ist es jetzt möglich, mit den Lieferanten in detaillierte Verhandlungen zu gehen. In der gemeinsamen Diskussion lassen sich Kostentreiber identifizieren. So lassen sich zum Beispiel die Lieferanten häufig darauf ein, dass von den indirekten Kosten nur das bezahlt wird, was auch für die Teile entsprechend erforderlich ist. Wenn keine Messtechnik benötigt wird, sollte der Messraum und die Messmaschine auch nicht mit bezahlt werden. Auf der anderen Seite merkt der Lieferant auch, dass er eine realistische Kalkulation abliefern muss, um den Auftrag zu erhalten.
Vertragsgestaltung – Potenzial
für Preisverhandlungen
Weiteres Potenzial, das für Preisverhandlungen genutzt werden kann, liegt in der Vertragsgestaltung. Den Lieferanten ist es natürlich am liebsten, wenn eine feste Jahresabnahmemenge zugesagt wird. Allerdings können gerade Maschinen- und Anlagenbauer den genauen Teilebedarf mit einem Jahr Vorschau nicht absehen. Daher werden häufig Staffelpreise vereinbart. Gerade wenn dann die Teile nur in kleinen Losen abgenommen werden, werden die höchsten Preise bezahlt. Der Lieferant kennt allerdings nach einiger Zeit die Teile, die regelmäßig wiederkehren und fertigt diese dann in größeren Losen auf Vorrat, meist in den Zeiten, in denen er einen niedrigen Auftragsbestand hat und somit seine Auslastung verbessern kann. Den daraus resultierenden Gewinn behält er jedoch für sich.
Wenn der Jahresbedarf nicht festgeschrieben werden kann, ist es daher sinnvoll, mit dem Lieferanten die unverbindliche Absicht zur Abnahme einer bestimmten Menge zu vereinbaren. Zusätzlich können auch Abnahmelosgrößen genannt werden, da in einigen Fällen mehrere gleiche Bauteile pro Maschine benötigt werden oder zumindest für einen bestimmten Zeitraum der Absatz genauer abgeschätzt werden kann. Alternativ kann auch ein rollierender Forecast gegeben werden. Diese Punkte haben für den Lieferanten den Vorteil, dass er seine Kapazitäten besser planen kann. Als Kunde vermeidet man damit Engpasssituationen beim Lieferanten. In allen Fällen wird der Lieferant dazu angehalten, seinen Preis auf Basis der beabsichtigten Jahresabnahmemenge zu kalkulieren.
Neben den Preiskonditionen sollten auch die Lieferkonditionen festgehalten werden. Gerade bei Lieferanten aus dem Ausland ist eine kurzfristige Lieferung nicht immer möglich, hier schlagen die Lieferanten feste Anliefertermine, zum Beispiel alle zwei Wochen, vor. Wenn eine getaktete Montage vorliegt, will man das Material jedoch dann haben, wenn es auch in der Montage benötigt wird und nicht dann, wenn der Lieferant gerade seinen Lkw auf den Weg nach Deutschland geschickt hat. Die Einhaltung der Liefertermine ist zwingend und sollte auch entsprechend überwacht werden. Dabei ist eine zu frühe Lieferung aus logistischer Sicht genauso schadhaft wie eine zu späte Lieferung. Für die Liefertermine sollte jedoch ein Korridor vereinbart werden, in dem geliefert werden muss.
Für eine Teilefamilie sollten je nach Volumen innerhalb der Teilefamilie zwei bis drei Lieferanten eingesetzt werden, um eine gute Versorgungssicherheit zu gewährleisten. Diese Lieferanten sind dann die Vorzugslieferanten für die Bauteile aus der Teilefamilie. Auch wenn gerade die Fertigungsteile prinzipiell von verschiedenen Firmen hergestellt werden können, gibt es doch eine Vielzahl an Bauteilen, die ein detailliertes Fertigungswissen zu genau dem Teil erfordern, um die Qualität auch zu erzielen. Gerade bei Unternehmen, die einmal eine eigene Fertigung hatten, sind nicht immer alle Informationen in den Zeichnungen enthalten. Ein Lieferantenwechsel setzt folglich auch immer eine bauteilbezogene Qualifizierung des Lieferanten voraus. Eine Übergangszeit mit Test-Lieferungen und eine enge Begleitung des Lieferanten sollte dann fest mit eingeplant werden.
Das Unternehmen
ProWerk GmbH ist ein Beratungsunternehmen mit dem Fokus auf eine kostenorientierte Produkt- und Produktionsentwicklung im Maschinen- und Anlagenbau. In den Projekten spielt der Einkauf von Fertigungsteilen immer eine große Rolle. Zu den Kunden zählen
DMG Mori, EMAG, KraussMaffei Group, MAG, Bobst und OttoBock.
Dr. Jens Köhler, ProWerk GmbH,
Wedemark










{kind=link}