
Eisenbasiswerkstoffe sind die gebräuchlichsten Konstruktionswerkstoffe. Sie werden unterschieden in Stähle und Gusseisen. Allein in Deutschland werden jährlich zwischen 40 und 45 Millionen Tonnen Stahl und ca. 3,5 Millionen Tonnen Gusseisen hergestellt. Es gibt keinen Bereich des täglichen Lebens, in dem nicht in irgendeiner Form Eisenbasiswerkstoffe eingesetzt werden.
Prof. Dr. Wolfgang Magin
Als Eisenbasiswerkstoffe werden alle Legierungen bezeichnet, deren Grundmetall das Element Eisen ist. Sie werden nach dem Kohlenstoffgehalt und den Verarbeitungseigenschaften unterschieden in Stähle und Gusseisen:
- Stähle: Der Kohlenstoffgehalt liegt unter 2 Prozent. Stähle sind kaltumformbar (Raumtemperatur bis ca. 300 °C) und warmumformbar (bis 1100 °C).
- Gusseisen: Der Kohlenstoffgehalt liegt über zwei Prozent. Gusseisen kann nicht plastisch verformt werden. Bauteile aus Gusseisen erhalten ihre Gestalt durch das Gießen.
Die Eisenbasiswerkstoffe sind nach wie vor die gebräuchlichsten Konstruktionswerkstoffe. Gründe dafür sind:
– Eisen ist das vierthäufigste Element in der Erdkruste. Es ist nahezu überall verfügbar und auch wirtschaftlich abbaubar.
– Mit dem Hochofenprozess steht ein kostengünstiges Reduktionsverfahren zur Erschmelzung des Roheisens aus dem Erz zur Verfügung.
– Eisenbasiswerkstoffe sind umwandlungshärtbar. Durch einfache und kostengünstige Wärmebehandlungsverfahren können Streckgrenze und Zugfestigkeit in einem sehr weiten Bereich eingestellt werden. Stähle sind die Legierungen mit der größten Variationsbreite der Festigkeit.
– Eisenbasiswerkstoffe können mit den verschiedensten metallischen und nichtmetallischen Elementen legiert werden. Dadurch sind weitere Steigerungen der Festigkeitswerte möglich. Auch andere Eigenschaften wie Rost- und Säurebeständigkeit, Warmfestigkeit, Hitzebeständigkeit, Verschleißfestigkeit u. Ä. sind einstellbar. Eisenbasiswerkstoffe können damit optimal an die verschiedensten Bauteilanforderungen angepasst werden.
– Eisenbasiswerkstoffe sind ohne Einschränkung stofflich wieder verwertbar. Eisen- und Stahlschrott kann beliebig oft eingeschmolzen werden ohne nachteilige Auswirkungen auf die Werkstoffeigenschaften. Lediglich bei der Legierungszusammensetzung sind in Abhängigkeit von der Schrottzusammensetzung Einschränkungen zu beachten:
Aus legiertem Schrott kann kein unlegierter Stahl hergestellt werden. Der Schrottanteil bei der Stahlherstellung liegt in der Bundesrepublik je nach Herstellungsverfahren zwischen 20 Prozent (Sauerstoffblasstahl, Schrotteinsatz zur Kühlung der Schmelze) und 100 Prozent (Elektrostahl).
In der Bundesrepublik werden jährlich zwischen 40 und 45 Millionen Tonnen Stahl und ca. 3,5 Millionen Tonnen Gusseisen hergestellt. Es gibt keinen Bereich des täglichen Lebens, in dem nicht in irgendeiner Form Eisenbasiswerkstoffe eingesetzt werden.
Eisen ist zwar das vierthäufigste Element der Erdkruste, es liegt aber nicht überall in gleicher Konzentration vor. Als abbauwürdig gelten derzeit Erze mit einem Eisengehalt von mehr als 55 Prozent. Das Eisen ist aber nicht in reiner Form im Erz, sondern gebunden in Eisenoxiden. Daneben enthalten die Eisenerze noch andere Elemente wie Mangan, Silicium, Phosphor, Schwefel und weitere Verbindungen. Die Erze werden meist noch am Förderort durch Mahlen, Mischen und Brennen zu kugelförmigen Pellets aufbereitet, die dann einen Eisengehalt von 60 bis 70 Prozent haben.
Vom Erz zum Stahl
Der Hochofen ist ein Schachtofen, der von oben her abwechselnd mit Koks und Eisenerzpellets befüllt wird. Die Prozesse im Hochofen können stark vereinfachend wie folgt beschrieben werden:
- Der im Koks enthaltene Kohlenstoff entzieht den Eisenoxiden den Sauerstoff, die Eisenoxide werden zu Eisen reduziert.
- Durch die Verbrennungshitze des Kokses wird das reduzierte Eisen aufgeschmolzen. Dabei löst sich ein Teil des Kohlenstoffs atomar in der Eisenschmelze.
- Die erdigen Bestandteile des Erzes und die Asche des verbrannten Kokses werden ebenfalls aufgeschmolzen und vermischen sich zu einer gut fließenden Schlacke. Die Schlacke wird nach dem Abkühlen und Erstarren zu Zement, Schlackensteinen, Straßenschotter oder Schlackenwolle verarbeitet.
Ein Hochofen liefert bis zu 10 000 Tonnen Roheisen pro Tag. Es enthält 3 bis 4 Prozent Kohlenstoff, 0,5 bis 3,5 Prozent Silicium sowie in geringen Mengen Mangan, Phosphor und Schwefel. Es ist sehr hart und spröde und für technische Anwendungen ungeeignet und wird daher in weiteren Verfahrensschritten zu Stahl oder Gusseisen veredelt.
Für die Herstellung der Massenstähle wird heute ausnahmslos das Sauerstoffblasverfahren eingesetzt. Das flüssige Roheisen wird in einen birnenförmigen, oben offenen Behälter, den Konverter, eingefüllt. Die Füllmenge beträgt bis zu 400 Tonnen. In den befüllten Konverter wird von oben ein wassergekühltes Rohr eingeführt, durch das technisch reiner Sauerstoff auf die Schmelze aufgeblasen wird. Die sofort einsetzende Reaktion des Sauerstoffs mit dem Kohlenstoff in der Eisenschmelze lässt diese stark aufwallen und aufschäumen. Dadurch wird die Schmelze sehr gut durchmischt und das gesamte Schmelzvolumen an der Reaktion beteiligt. Die stark exotherme Reaktion erhöht die Temperatur der Schmelze sehr schnell auf 1700 bis 1800 °C. Um ein Verbrennen des Eisens zu verhindern, wird Schrott zur Kühlung zugegeben. Durch die Reaktion des Kohlenstoffs mit dem Sauerstoff wird der Kohlenstoffanteil des Eisens verringert. Je nach Blaszeit können Kohlenstoffgehalte bis unter 0,1 Prozent eingestellt werden. Der gesamte Prozess wird als „Frischen“ bezeichnet. Am Ende der Blaszeit können auch schon Legierungselemente zur Einstellung der Legierungszusammensetzung zugegeben werden. Die Blaszeit liegt bei 10 bis 20 Minuten, die gesamte Zykluszeit mit Befüllen, Blasen und Entleeren beträgt etwa 50 Minuten.
Zur Herstellung höherwertiger Stahlsorten wird überwiegend das Elektrostahlverfahren in verschiedenen Varianten angewendet. Dabei wird fast ausschließlich Schrott eingesetzt, der durch die Hitze eines Elektrolichtbogens oder durch Induktionsströme erhitzt und aufgeschmolzen wird. Durch den geschlossenen Prozess können die Legierungsgehalte und die Reinheit der Schmelze besser eingestellt werden als beim Blasstahlverfahren. Daher werden die Elektrostahlverfahren durchweg für höhere Stahlqualitäten eingesetzt.
Nach Abschluss des Frischens wird der Konverter gekippt und die Stahlschmelze in Transportbehälter abgefüllt. Um den hohen Gasgehalt der Schmelze zu verringern, kann der Transportbehälter in einen Vakuumbehälter eingesetzt werden, in dem die Gase wie mit einem Staubsauger abgesaugt werden. Nach dem Entgasen wird die endgültige Stahlzusammensetzung durch Zugabe der entsprechenden Legierungselemente eingestellt. Dieser Prozess wird durch ständige chemische Analysen kontrolliert. Ist die geforderte Zusammensetzung erreicht, wird die Schmelze für das Gießen freigegeben.
Stahl wird nur in wenigen Ausnahmefällen direkt in eine Form gegossen (Stahlguss). Mehr als 95 Prozent der produzierten Stahlmenge wird als Walz- oder Schmiedestahl eingesetzt. Dazu muss die Stahlschmelze zunächst zu Brammen abgegossen werden, das sind Blöcke mit meist runden oder rechteckigen Querschnitten. Standardverfahren ist heute der Strangguss, bei dem die Schmelze in eine wassergekühlte und unten offene Kokille aus Kupfer gegossen wird. Diese Kokille hat den Querschnitt der späteren Bramme. Die Kokille ist anfangs mit dem Gießtisch verschlossen. Die Schmelze wird eingefüllt. Ist die Randzone erstarrt, wird der Gießtisch nach unten abgezogen und mit gleicher Geschwindigkeit wird Stahlschmelze nachgegossen, so dass ein „endloser“ Stahlblock entsteht. Dieser Endlosblock wird zunächst über eine Rollenbahn in die Waagrechte umgeleitet und nach dem vollständigen Erstarren in einzelne Blöcke zerschnitten, die dann direkt dem Walz- oder Schmiedeprozess zugeführt oder nach dem Auskühlen zwischengelagert werden.
Wärmebehandlung der Stähle
Stähle sind so vielseitig einsetzbar, weil sie durch einfache und damit kostengünstige Wärmebehandlungsverfahren in ihren Festigkeitseigenschaften auf die jeweiligen Bauteilanforderungen eingestellt werden können. Wegen ihrer großen Bedeutung werden die Grundlagen der Wärmebehandlung nachstehend beschrieben.
Eine Wärmebehandlung ist eine genau festgelegte Folge von Erwärmungs- und Abkühlungsschritten, deren Temperatur und Dauer nur abhängen von der Legierungszusammensetzung und den geforderten Endeigenschaften. Ziel einer Wärmebehandlung ist die geplante Veränderung des Werkstoffzustandes, im Wesentlichen der technologischen Eigenschaften (Umformbarkeit, Zerspanbarkeit) und der mechanischen Eigenschaften (Festigkeit, Zähigkeit).
Voraussetzung für die Wärmebehandlungsfähigkeit der Stähle ist, dass das Element Eisen temperaturabhängig in zwei Kristallgitterformen mit unterschiedlichen Kohlenstofflöslichkeiten vorliegt:
– Bei Temperaturen oberhalb 723 °C ist das Kristallgitter kubischflächenzentriert, d.h. 8 Eisenatome bilden einen Würfel und jede Fläche des Würfels ist mit einem weiteren Eisenatom im Schnittpunkt der Flächendiagonalen besetzt („Austenit“). Die im Vergleich zu den Eisenatomen sehr kleinen Kohlenstoffatome können sich auf die Würfelkanten zwischen die Eisenatome setzen. Da diese Kristallgitterzelle relativ groß ist, kann sie sehr viel Kohlenstoff aufnehmen, nämlich bis zu 2,1 Prozent, das sind 100 Kohlenstoffatome je 1 000 Eisenatome.
– Bei der Temperatur 723 °C wandelt das Kristallgitter schlagartig in die kubischraumzentrierte Form um, d. h. auch hier bilden acht Eisenatome einen Würfel, aber jetzt sind die Flächen nicht mehr besetzt, sondern es findet sich ein Eisenatom im Zentrum des Würfels („Ferrit“). Diese Kristallgitterzelle ist deutlich kleiner und dadurch verringert sich die Kohlenstofflöslichkeit sprunghaft auf 0,02 Prozent, das ist noch ein Kohlenstoffatom je 1 000 Eisenatome.
Stahl muss bei der Wärmebehandlung also zunächst auf eine Temperatur oberhalb von 723 °C erwärmt werden. Je nach Kohlenstoffgehalt können Temperaturen bis zu 950 °C erforderlich sein. Über die sich einstellenden Werkstoffeigenschaften entscheidet dann die nachfolgende Abkühlphase:
– Bei langsamer Abkühlung bis auf Raumtemperatur und niedriger werden die Abstände zwischen den Eisenatomen immer kleiner, so dass für die Kohlenstoffatome immer weniger Platz in den Kristallgitterzellen bleibt. Die Kohlenstoffatome müssen aus den Kristallgitterzellen auswandern. Die Kohlenstofflöslichkeit sinkt kontinuierlich bis auf 0,0001 Prozent bei Raumtemperatur, das sind gerade noch fünf Kohlenstoffatome je 1 000 000 Eisenatome. Die Kohlenstoffatome, die nicht mehr im Kristallgitter des Eisens gelöst sind, bilden mit weiteren Eisenatomen die besondere Struktur Fe3C, in der 6,67 Prozent Kohlenstoff enthalten sind („Zementit“). Es bildet sich ein Gefüge, in dem kohlenstoffarme und damit sehr gut plastisch umformbare Ferritkristalle neben den kohlenstoffreichen und damit deutlich härteren Zementitphasen liegen. Ergebnis ist ein Stahl mit niedriger Festigkeit und Härte, aber guter plastischer Umformbarkeit. Man spricht von einem „geglühten“ Stahl.
– Wird dagegen sehr schnell aus Temperaturen oberhalb 723 °C abgeschreckt, haben die Kohlenstoffatome keine Zeit, aus den kleineren kubischraumzentrierten Kristallgitterzellen auszuwandern. Die Kristallgitterzellen enthalten somit mehr Kohlenstoffatome, als sie eigentlich aufnehmen können. Dadurch entsteht ein Zwangszustand, eine neue Struktur, die als „Martensit“ bezeichnet wird. Dieser Martensit ist sehr hart und nicht mehr plastisch verformbar. Ergebnis ist ein Stahl mit hoher Festigkeit und Härte, der jedoch nicht mehr plastisch umformbar ist. Man spricht auch von einem „gehärteten“ Stahl.
Wichtigstes Glühverfahren ist das Normalglühen. Hier wird nach dem Glühen sehr langsam, meist im Ofen oder an ruhender Luft abgekühlt. Dadurch stellt sich der Gefügegrund- oder Gefügenormalzustand mit einem optimalen Verhältnis von Festigkeits- und Zähigkeitseigenschaften ein. Das Spannungsarmglühen dient dem Abbau von Eigenspannungen, die durch Fertigungsschritte wie Schweißen, Härten, partielles Kaltumformen entstanden sind und die Formstabilität des Bauteils gefährden können. Mit dem Rekristallisationsglühen werden die Folgen einer vorangegangenen Kaltumformung beseitigt. Das Weichglühen hat den Zweck, einen optimalen Gefügezustand für eine nachfolgende Kalt- oder Warmumformung herzustellen.
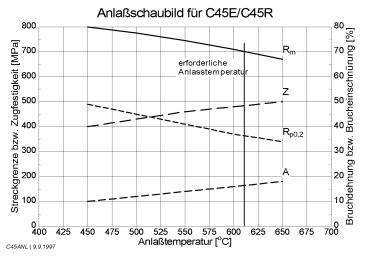
Nach dem Härten ist Stahl glashart und spröde und für technische Anwendungen nicht geeignet. Daher muss der Zwangszustand im Kristallgitter zumindest teilweise aufgelöst werden, die Kohlenstoffatome müssen begrenzt die Möglichkeit erhalten, aus dem Martensit auszuwandern. Dies wird erreicht durch Erwärmen auf Temperaturen zwischen 200 und 650 °C. Je höher die Temperatur ist, umso mehr Kohlenstoffatome können den Zwangszustand verlassen: Die Festigkeit sinkt ab, die Zähigkeit steigt an. Der Stahl wird „angelassen“. Die entscheidende Einflussgröße ist also die Temperatur, auf die erwärmt wird. Im Anlassschaubild, hier z. B. für den unlegierten Stahl C45, sind die 0,2-Dehngrenze Rp0,2, die Zugfestigkeit Rm, die Bruchdehnung A und die Brucheinschnürung Z in Abhängigkeit von der Anlasstemperatur aufgetragen.
Soll der Stahl C45 eine Zugfestigkeit von mindestens 700 MPa haben, so muss er nach dem Härten auf eine Temperatur von 610 °C erwärmt werden. Bei dieser Temperatur bildet sich der Martensit soweit zurück, dass sich die gewünschte Zugfestigkeit einstellt. Zwangsläufig ergibt sich dabei auch die Streckgrenze von 360 MPa, die Bruchdehnung zu ca. 17 Prozent und die Brucheinschnürung mit etwa 48 Prozent.
Anlassschaubilder sind für alle wärmebehandlungsfähigen Stähle verfügbar. Mit Hilfe dieser Schaubilder können Zugfestigkeits- und/oder Streckgrenzenwerte von Bauteilen aus Stahl mit hoher Genauigkeit für die jeweiligen Anforderungen eingestellt werden.
Der Autor
Prof. Dr. Wolfgang Magin ist Professor für Werkstoffkunde und Werkstoffprüfung sowie Prodekan im Fachbereich Informatik und Ingenieurwissenschaften der Fachhochschule Frankfurt am Main, University of Applied Sciences
Serie
Bisher erschienen:
- Teil I: Einteilung und Eigenschaften der Werkstoffe (12/05)
- Teil II: Experimentelle Beschreibung der Werkstoffeigenschaften (1/06)
- Teil III: Eisenbasiswerkstoffe – Stähle: Herstellung und Wärmebehandlung (2/06)
Teilen:








{kind=link}